The Importance of Accurate Egg Weight Classification for Modern Egg Production
In commercial egg production, every egg represents value. However, eggs naturally vary in size and weight due to differences in breed, age, nutrition, and farming conditions. Without proper classification, farms may experience inconsistent product quality, inefficient packaging, pricing challenges, and difficulties meeting customer requirements.
This is why egg weight grading has become an essential process for modern commercial farms.
An egg grading machine helps automatically classify eggs according to their weight, ensuring consistent quality, improving operational efficiency, and maximizing the market value of every egg produced.
For large-scale farms and egg packing centers, accurate egg weight grading is no longer only about sorting eggs — it is about creating a more efficient, standardized, and profitable production system.
What Is Egg Weight Grading?
Egg weight grading is the process of separating eggs into different categories based on their individual weight.
Instead of manually checking each egg, an automatic egg grading machine uses precision weight sensors to measure eggs as they move through the production line. The system then automatically directs eggs into the correct weight categories.
Common egg weight categories include:
- Small eggs
- Medium eggs
- Large eggs
- Extra-large eggs
- Customized weight classes based on market requirements
Different countries and markets may have their own egg size standards. Therefore, accurate weight classification allows farms to supply products that meet retailer, distributor, and consumer expectations.
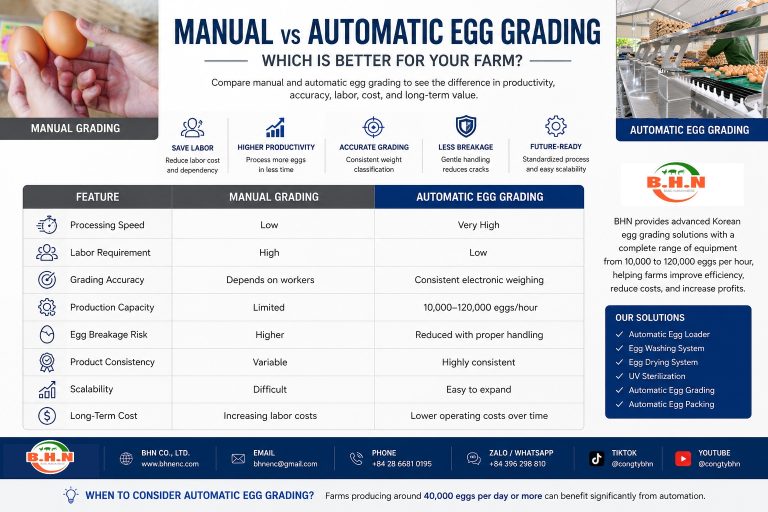
Why Does Egg Weight Grading Matter in Commercial Farms?
1. Consistent Product Quality Builds Customer Trust
For supermarkets, food companies, hotels, and distributors, consistency is one of the most important factors when purchasing eggs.
Customers expect eggs in the same package to have similar sizes and weights.
Manual sorting often creates variations because workers cannot measure every egg with the same accuracy. An automatic egg grading machine provides:
- Precise weight measurement
- Stable grading results
- Uniform packaging quality
- Better product presentation
Consistent egg quality helps farms build stronger relationships with buyers and improve brand reputation.
2. Accurate Grading Helps Maximize Egg Value
Different egg sizes often have different market prices.
Without proper grading, valuable larger eggs may be mixed with smaller eggs, causing farms to lose potential revenue.
By separating eggs accurately, farms can:
- Sell premium-size eggs at higher prices
- Create different product categories
- Optimize packaging strategies
- Reduce product value loss
For commercial farms producing thousands or hundreds of thousands of eggs per day, even a small improvement in grading accuracy can create significant economic benefits.
3. Reduces Labor Dependency and Human Error
Traditional manual egg sorting requires many workers and depends heavily on human judgment.
However, manual grading can face several challenges:
- Different workers may classify eggs differently
- Fatigue can reduce accuracy
- Labor costs increase with production volume
- Sorting speed is limited
An automatic egg grading machine can process thousands of eggs per hour with stable performance.
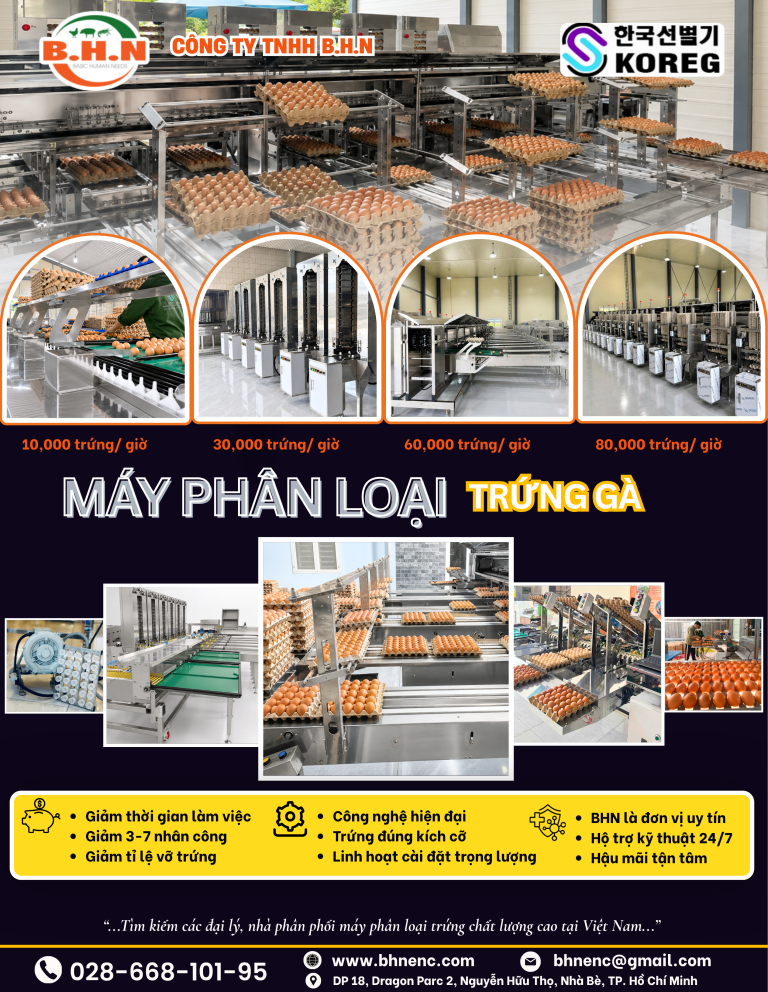
For example, KOREG Egg Grading Machines are designed for commercial farms with different production capacities, including:
- 10,000 eggs/hour
- 20,000 eggs/hour
- 30,000 eggs/hour
- 40,000 eggs/hour
- 60,000 eggs/hour
- 80,000 eggs/hour
This allows farms to select a system that matches their actual production scale.
4. Protects Egg Quality and Reduces Breakage
Eggs are fragile products. Excessive manual handling increases the risk of:
- Cracked eggs
- Surface damage
- Product loss
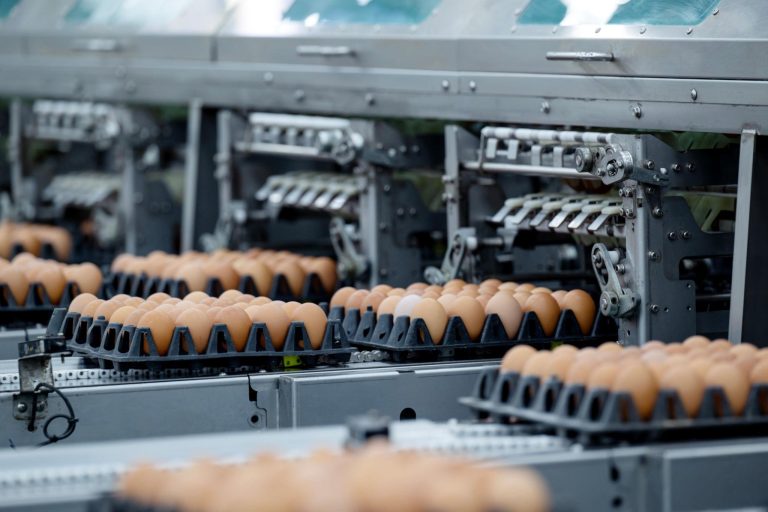
Automatic egg grading machines are designed to handle eggs smoothly throughout the process.
Advanced systems can integrate functions such as:
- Gentle egg transfer
- Weight measurement
- UV sterilization
- Egg washing
- Egg drying
- Automatic tray packing
By reducing unnecessary handling, farms can maintain better egg quality from collection to distribution.
How Does an Egg Grading Machine Work?
Step 1: Automatic Egg Loading System
The first stage is transferring eggs onto the grading line.
Depending on the farm’s existing operation, there are several solutions:
Option 1: Robot Egg Suction System
For large commercial farms, eggs can be collected automatically using a robot suction system. The robot gently picks up eggs from collection areas and places them onto the conveyor line, reducing labor requirements and minimizing egg handling.
Option 2: Manual Egg Suction Device
For farms that require a more flexible solution, a handheld egg suction device can be used to transfer eggs onto the grading machine.
Option 3: Direct Connection with Existing Egg Conveyor Systems
Some modern farms already have egg collection conveyor systems installed in their poultry houses. In this case, the existing conveyor can be directly connected to the egg grading machine, allowing eggs to move automatically into the grading line without requiring an additional egg loading stage.
This flexible design allows farms to select the most suitable solution based on their current infrastructure and production scale.
Step 2: Egg Crack Detection System
After entering the grading line, eggs pass through an inspection chamber designed to detect cracked or damaged eggs.
The system helps identify eggs with surface defects that may not be visible during manual inspection.
Benefits include:
- Reducing the risk of broken eggs during processing
- Improving product quality control
- Preventing damaged eggs from entering premium packaging
Step 3: UV Egg Sterilization
After inspection, eggs can pass through an ultraviolet (UV) sterilization system.
UV treatment helps reduce surface contamination and improves egg hygiene before packaging.
This process supports farms that require higher food safety standards, especially when supplying supermarkets, distributors, and food processing companies.
Step 4: Automatic Egg Weight Grading
The core function of an egg grading machine is automatic weight classification.
Each egg is measured by precision weight sensors, and the control system automatically sorts eggs according to the weight categories programmed by the operator.
Farmers can customize grading settings based on their target market requirements.
For example:
- Small eggs
- Medium eggs
- Large eggs
- Extra-large eggs
- Customized weight categories
Automatic grading ensures consistent egg sizes, improves packaging efficiency, and helps farms maximize product value.
Step 5: Egg Packaging System
After grading, eggs move to the packaging stage.
Commercial farms can choose between two packaging options:
Automatic Egg Packaging
The machine automatically transfers graded eggs into trays or cartons, reducing labor requirements and improving packaging speed.
Manual Egg Packaging
For farms that prefer more flexibility or have specific packaging requirements, eggs can be manually collected and packed after grading.
The packaging method can be selected according to production volume, labor availability, and investment requirements.


Optional Integrated Functions for Customized Egg Grading Systems
Depending on customer requirements, additional systems can be integrated into the egg grading line, including:
1. Egg Washing System
Automatically cleans eggs before packaging to improve appearance and hygiene.
2. Egg Drying System
Removes moisture after washing to prepare eggs for storage and packaging.
3. Blood Spot Detection System
Uses advanced inspection technology to detect internal egg defects such as blood spots, helping improve product quality control.
Choosing the Right Egg Grading Machine for Your Farm
Before investing in an egg grading machine, commercial farms should consider:
1. Daily Egg Production Volume
The machine capacity should match current production and future expansion plans.
For example:
- Medium farms may consider 10,000–20,000 eggs/hour systems.
- Large commercial farms may require 40,000–80,000 eggs/hour systems.
2. Required Automation Level
Some farms require only weight grading, while others need a complete solution including:
- Washing
- Drying
- UV sterilization
- Printing
- Packing automation
3. Accuracy Requirements
High-quality grading systems should provide stable weight classification to ensure reliable commercial operation.
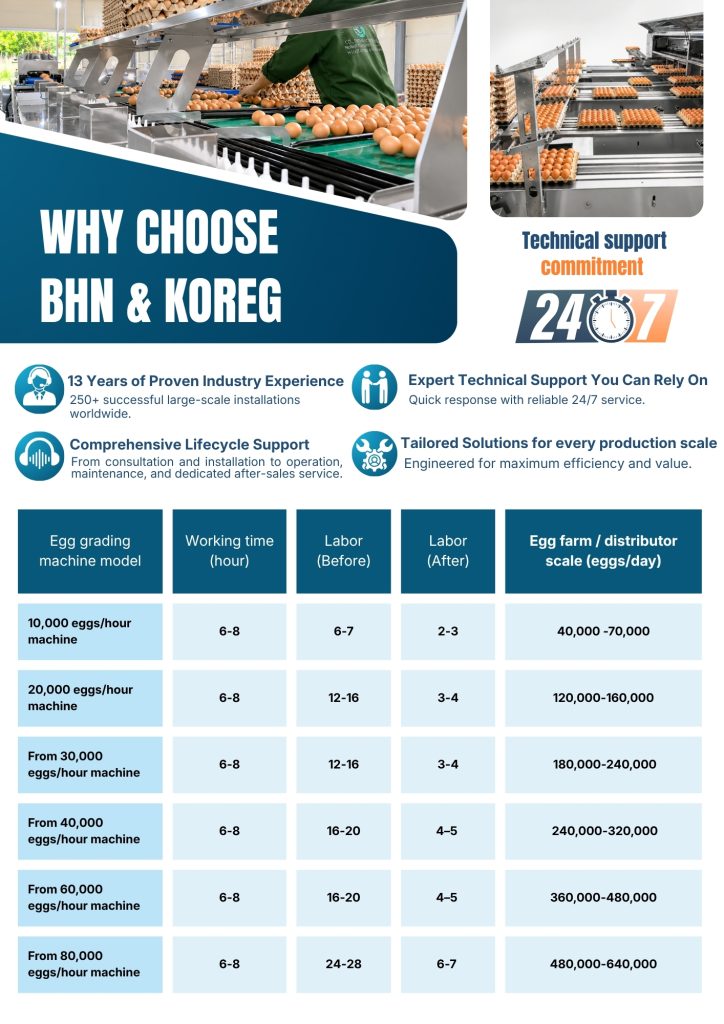
4. After-Sales Support
A reliable supplier should provide:
- Installation support
- Technical guidance
- Spare parts availability
- Maintenance service
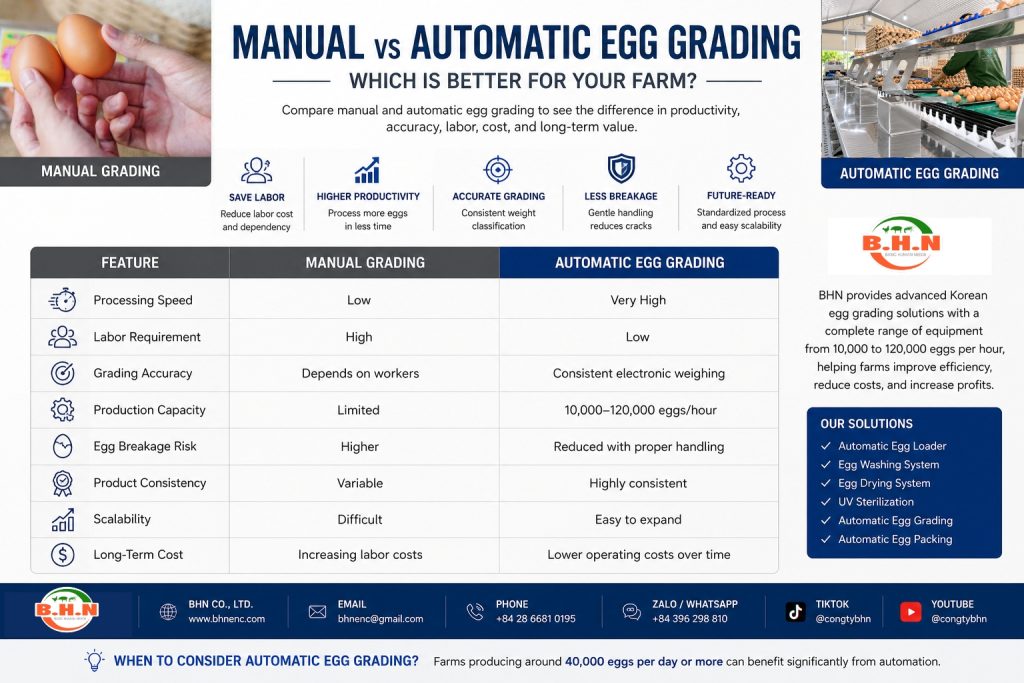
Why Commercial Farms Are Moving Toward Egg Grading Automation
The egg industry is becoming more competitive. Consumers demand better quality, retailers require standardized products, and farms need to control operational costs.
Automatic egg grading technology helps farms move from labor-based production toward data-driven and efficient management.
The benefits include:
✅ More accurate egg classification
✅ Reduced labor dependency
✅ Better packaging efficiency
✅ Improved product consistency
✅ Higher commercial value
✅ Easier farm expansion
Frequently Asked Questions (FAQ)
1. What is an egg weight grading machine?
An egg weight grading machine is an automated system that measures and sorts eggs according to their weight categories using precision sensors.
2. Why is egg weight grading important?
Egg weight grading helps farms improve product consistency, increase selling value, reduce labor costs, and meet market requirements.
3. How many eggs can an egg grading machine process per hour?
Commercial egg grading machines are available in different capacities, from approximately 10,000 eggs/hour to more than 80,000 eggs/hour depending on production requirements.
4. Can egg grading machines reduce labor costs?
Yes. Automation reduces the need for manual sorting and improves production efficiency, especially in medium and large-scale farms.
Conclusion
Egg weight grading is a critical step in modern commercial egg production. As farms grow larger and market expectations increase, accurate and automated grading becomes essential for maintaining quality, reducing operational challenges, and maximizing profitability.
Investing in the right egg grading machine allows farms to transform egg handling from a manual process into a reliable, efficient, and scalable production system.
Contact BHN
 Website: bhnenc.com
Website: bhnenc.com
 Email: bhnenc@gmail.com
Email: bhnenc@gmail.com
 Phone: +84 28 6681 0195
Phone: +84 28 6681 0195
 Zalo: +84 396 298 810
Zalo: +84 396 298 810
 TikTok: https://tiktok.com/@congtybhn
TikTok: https://tiktok.com/@congtybhn
 YouTube: https://youtube.com/@congtybhn
YouTube: https://youtube.com/@congtybhn